![]()
Established
in 1972






Prodotti
Ossidatori termici recuperativi


1. Tipo di tecnologia
Ossidazione termica
2. Inquinanti abbattibili
Tutti gli idrocarburi
3. Limiti di emissione raggiungibili
E' possibile raggiungere rese di abbattimento superiori al 99%
4. Descrizione della soluzione tecnica
Il processo di combustione non è altro che l’ossidazione degli atomi di carbonio (C-) e di idrogeno (H-) contenuti nelle molecole degli idrocarburi e solventi da bruciare, la cui reazione esotermica dà come prodotti: anidride carbonica (CO2) e vapore acqueo (H2O).
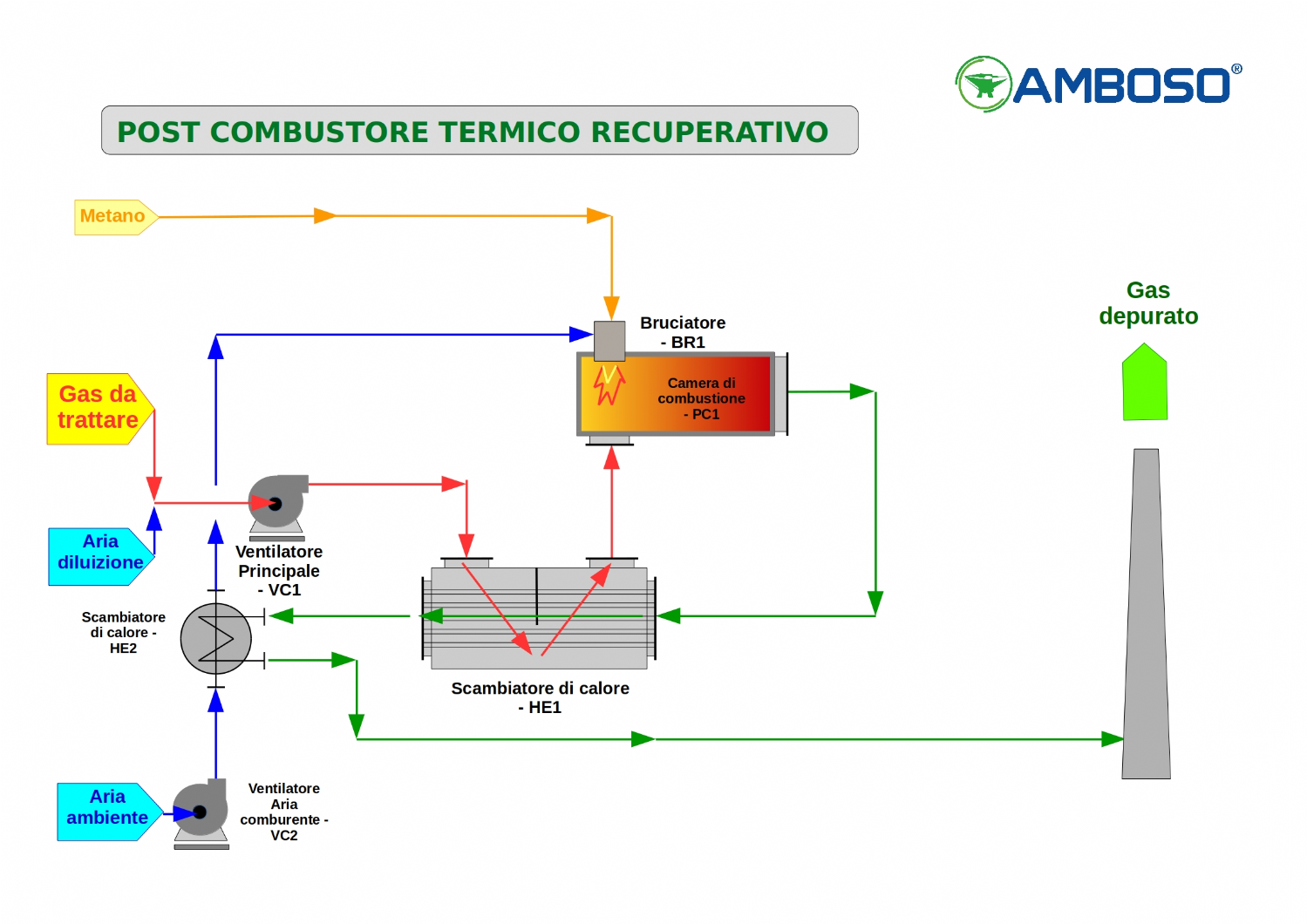
Con riferimento allo schema di processo allegato, l'impianto è essenzialmente costituito da:
- ventilatore centrifugo VC1
- scambiatori a fascio tubiero He1
- scambiatori a fascio tubiero He2
- postcombustore PC1
- bruciatore BR1
- camino
I fumi aspirati attraversano dapprima il filtro a pannelli e tasche sostituibili, dove vengono trattenute le particelle solide trascinate di resina e tessuto.
I fumi aspirati vengono eventualmente diluiti con aria ambiente aspirata dall'esterno in modo che la concentrazione massima di solvente, misurata da un rivelvatore di L.E.L. %, sia costantemente non superiore a un terzo del L.E.L. (Limite Inferiore di Infiammabilità) della miscela aspirata. I fumi diluiti con aria, sono aspirati dal ventilatore centrifugo VC1, che li spinge dapprima nel lato mantello dello scambiatore He1 attraverso la valvola V2 e successivamente nel lato mantello dello scambiatore He2 e quindi nel postcombustore PC1. Attraversando il lato mantello dei due citati scambiatori He1 e He2, i fumi si preriscaldano fino a temperature di 450 - 650°C a spese del calore ceduto dai gas di combustione uscenti dal postcombustore PC1 e che attraversano in successione il lato tubi prima dello scambiatore He2 e poi dello scambiatore He1.
All'interno del postcombustore i fumi contenenti le S.O.V. da distruggere sono ulteriormente riscaldati fino alla temperatura minima di 770°C per mezzo dell'energia liberata dalla combustione del metano nel bruciatore BR1 e dall'ossidazione termica delle stesse S.O.V. contenute nei fumi, fino alla formazione di anidride carbonica e acqua.
I gas di combustione prodotti, attraversando i due scambiatori He2 e He1 dal lato tubi, si raffreddano e successivamente sono emessi in atmosfera alla temperatura minima di circa 350°C. L'impianto è gestito in maniera completamente automatica, sia nelle fasi di accensione / spegnimento che durante il funzionamento a regime, tramite un controllore a logica programmabile (PLC), collegato alla strumentazione analogica e digitale, e a un sistema di supervisione su PC che permette di monitorare e registrare in continuo su supporto magnetico le principali variabili di processo e gli stati di funzionamento e di allarme.
L'impianto è dotato di:
- un sistema di diluizione dei fumi aspirati con aria esterna tramite la valvola regolatrice automatica ACV1;
- un sistema di by-pass automatico del combustore in caso di anomalia tramite le valvole servocomandate V2 e V3;
- un sistema di controllo del calore scambiato / recuperato nello scambiatore He1, al fine di controllare l'esubero di energia nei casi di maggiore concentrazione di S.O.V. per mezzo della valvola di by-pass V1 asservita al controllo della temperatura in uscita dalla camera di combustione TT2.