![]()
Established
in 1972






Products
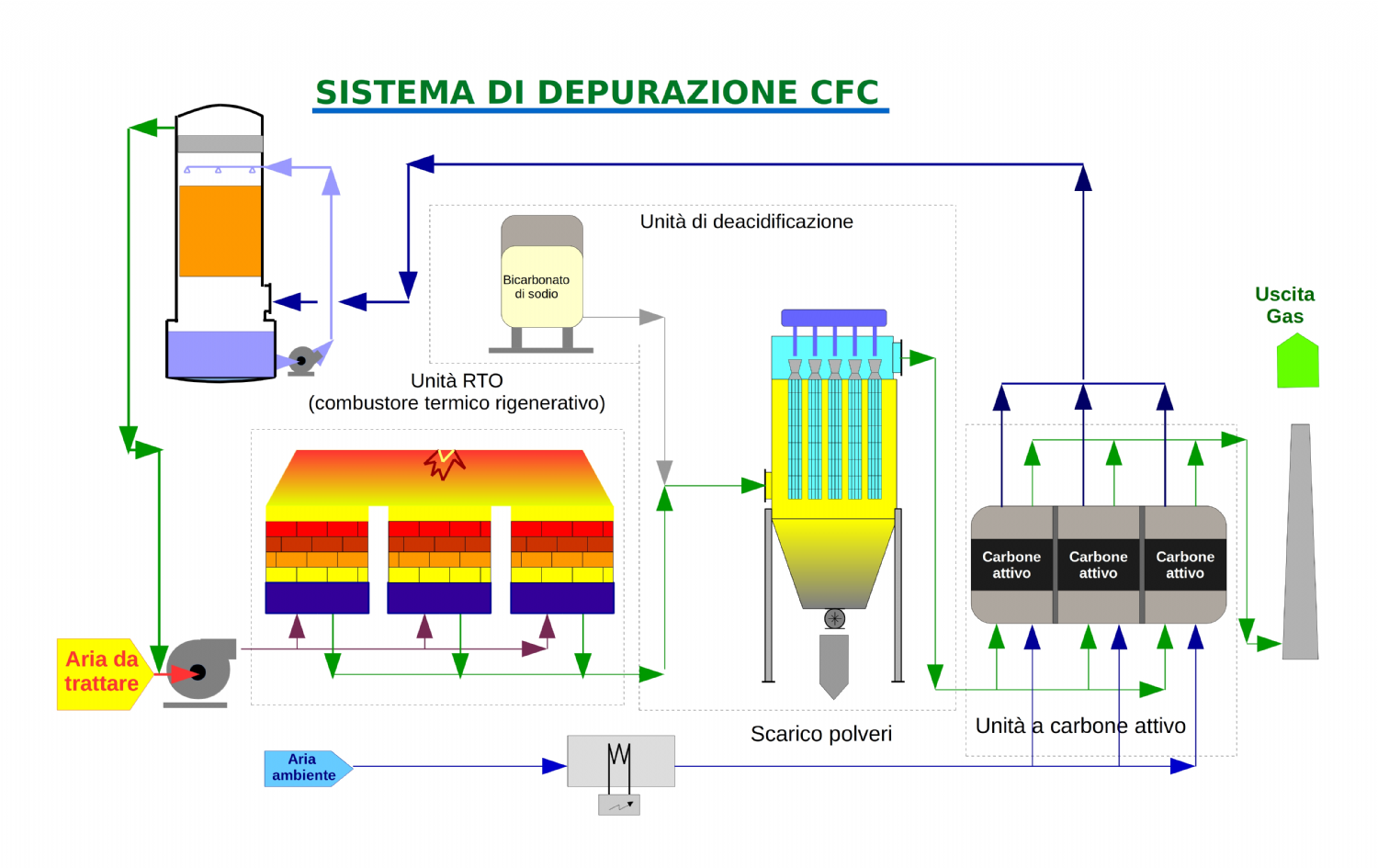
CFC depuration system



Disposal of abandoned refrigerators is an important aspect in the field of disposal of durable goods.
Disposal of refrigerators consists of their disassembly (mainly the blower / motor from the shell) and then the crushing of the casing.
The casing is made with polyurethane foam, sheet metal and plastics, while shredding everything is chopped and you have the release of gases that were used to expand the polyuretan.
The current construction methods use cyclopentane as expanding gas, but in the past CFC's (chlorofluorocarbons) have been widely used.
Up till this day 70% of refrigerators to be disposed contains polyurethane foams expanded with CFC's.
The CFC's released during the shredding, being an ozone depleting compound, must be captured and purified, according to specific laws.
Amboso has developed a system which purify these emissions.
The depuration system consists of four stages of reduction in series, constituted respectively by:
• bag filter as the first stage of reduction of dry powders of polyurethane derived from the shredding process;
• regenerative combustion plant with three towers is the second stage to remove the volatile organic compounds;
• gas/solid reactor and bag filter as third depuration stage, in this stage hydrochloric acid and hydrofluoric acid ( generated by CFC's combustion ) are removed with sodium bicarbonate;
• the final depuration stage is a active carbon filter.
First filtration stage
The first depuration stage consists of a bag filter, the dusty air enters into the filter and crosses the sleeves from the outside to the inside.
The sleeves are cleaned with compressed air, the cleaning cycle is commanded by a special electronic control unit.
The polyuretan dust is discharged into a container below the filter.
Second filtration stage
After the first stage of depuration the fume enters in the second stage of reductions, the three towers regenerative combustion system.
This combustor is composed of a combustion chamber and three preheating towers able to preheat the air and to recover energy, the system is made of carbon steel and coated internally with ceramic fiber of suitable thickness and density.
The preheating/recovery towers are filled with inert ceramic material of high quality which form three distinct masses of high thermal capacity.
The operation of the system is cyclical, and uses either the heat capacity of three ceramic beds to heat the entering gas and to recover heat from the leaving gas.
The entering gas is preheated at the expense of the heat accumulated in the ceramic bed and due to oxidation of the VOC in the combustion chamber, in the combustion chamber there is a burner that provides the calories necessary to complete the SOV oxidation and ensure a temperature above 950 ° C. Due to the permanence of smoke to that temperature for a period larger than 1 second, the organic substance is completely oxidized to form carbon dioxide, water, hydrochloric acid and hydrofluoric acid.
Leaving the combustion chamber the purified air passes through a ceramic bed relatively cooler, and gives it most of its heat content.At regular intervals of 60 / 90 seconds, the direction of flow of gas in the combustion chamber is reversed so that the three ceramic beds exchange the function of preheating and recovery.
The airflow always impinges two ceramic beds, while the third is on standby.
The tower placed on stand-by contains polluted air so, to drain this tower is sucked enviromental air.
This design allows achieving a continuity in the results of VOC removal, also when changing the valves.
Third filtration stage
CFC's combustion generates hydrogen chloride and hydrogen fluoride, in order to purify these pollutions the gas is sent to an acid neutralization system. This one is a neutralization system with sodium bicarbonate in powder form, the system is formed by a mixing reactor and a bag filter to collect the salt obtained by the reaction.
Into the reactor is obtained the intimate contact between fumes including hydrogen chloride and hydrofluoric acid and sodium bicarbonate.
The bicarbonate is stored in big-bag and is measured into the reactor by a mill.
The fumes mixed with the neutralizing reagent arrive at the bag filter, through a process that provides adequate contact time to ensure completion of the reaction.
Within such a filter is the separation of the reaction products from the gas, the reaction products are collected in a big bag underneath the filter.
Fourth filtration stage
The fumes coming out from the neutralization system are sent to an activated carbon filter.
The carbon filter is equipped with a hot air recovery system on-site.